





关键词 |
万州玻璃钢雕塑,石柱玻璃钢雕塑,垫江玻璃钢雕塑,九龙坡玻璃钢雕塑 |
面向地区 |
全国 |
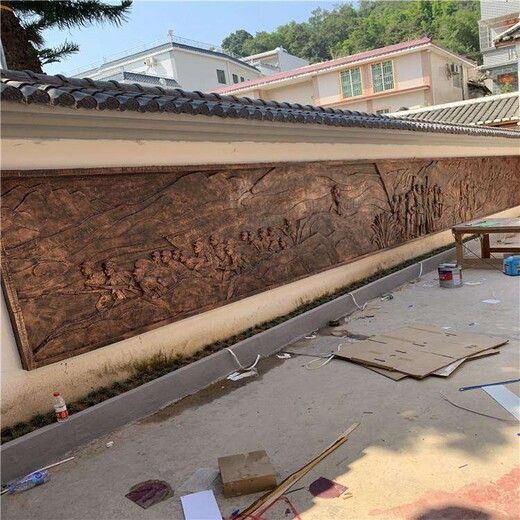
玻璃钢雕塑石膏模石膏模特点是耐热、、导热系数小、复印性好。一般用于制作母模。制造方便,适于大型制品。但是不,怕冲击,干燥慢。多用于单一产品以及线型复杂的产品,如浮雕、中小型尺寸圆雕等。所用的石膏多为半水石膏即熟石膏。
玻璃钢制作工艺:成品制作前,先将所要制作的产品用特定泥塑材料造出相应要制作的产品,在泥塑稿制作完成后,翻制石膏外模,然后将玻璃钢(即树脂和玻璃丝布的结合物)涂刷在外模内部。等其干透后打开外模,经过合模的程序,获得玻璃钢雕塑成品。但玻璃钢雕塑在室外经过太阳的暴晒和风蚀,一般五年以上就开始有变形,脆弱易裂的缺点。
玻璃钢雕塑是雕塑的一种成品类型。具有质轻,耐腐蚀,成本相对较低的特点。玻璃钢又称FRP,学称纤维增强塑料,国内在习惯上称之为玻璃钢。它是以合成树脂为基体材料,以玻璃纤维及其制品为增强材料组成的复合材料。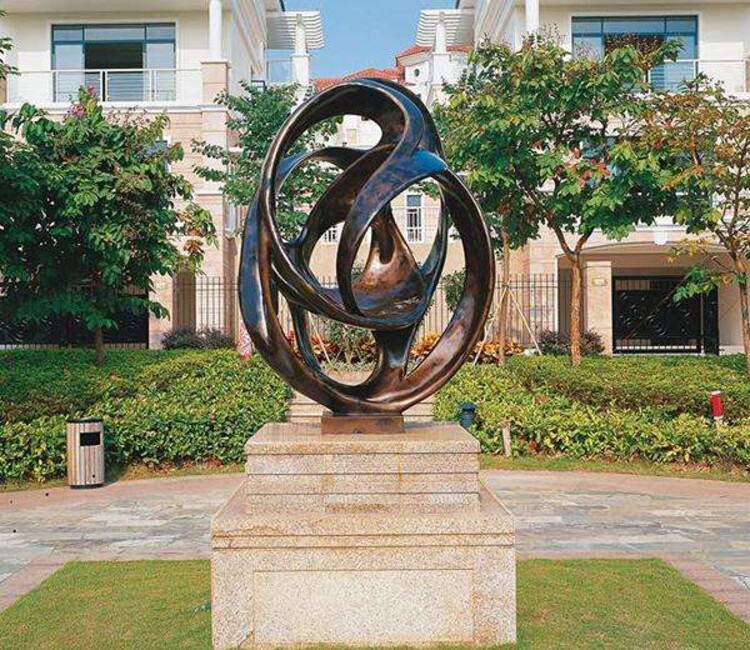
玻璃钢学名玻璃纤维增强塑料。它是以玻璃纤维及其制品(玻璃布、带、毡、纱等)作为增强材料。
以合成树脂作基体材料的一种复合材料。复合材料的概念是指一种材料不能满足使用要求,需要由两种或两种以上的材料复合在一起,组成另一种能满足人们要求的材料,即复合材料。例如,单一种玻璃纤维,虽然强度很高,但纤维间是松散的,只能承受拉力,不能承受弯曲、剪切和压应力,还不易做成固定的几何形状,是松软体。如果用合成树脂把它们粘合在一起,可以做成各种具有固定形状的坚硬制品,既能承受拉应力,又可承受弯曲、压缩和剪切应力。这就组成了玻璃纤维增强的塑料基复合材料。由于其强度相当于钢材,又含有玻璃组分,也具有玻璃那样的色泽、形体、耐腐蚀、电绝缘、隔热等性能,象玻璃那样,历史上形成了这个通俗易懂的名称“玻璃钢”,这个名词是由原国家建筑材料工业部部长赖际发同志于1958 年提出的,由建材系统扩至全国,玻璃钢的含义就是指玻璃纤维作增强材料、合成树脂作粘结剂的增强塑料,国外称玻璃纤维增强塑料。随着我国玻璃钢事业的发展,作为塑料基的增强材料,已由玻璃纤维扩大到碳纤维、硼纤维、芳纶纤维、氧化铝纤维和碳化硅纤维等,无疑地,这些新型纤维制成的增强塑料,是一些的纤维增强复合材料,再用玻璃钢这个俗称就无法概括了。考虑到历史的由来和发展,通常采用玻璃钢复合材料,这样一个名称就较全面了。
玻璃钢雕塑橡胶模
橡胶模一般用硅橡胶、聚氨酯树脂制作,用于制作造型复杂的浮雕、圆雕及各种造型,并不单使用,须与石膏套模等其他材料组成,通常用于模具中因线型倒入或重叠而不能直接脱模的某一部位,因它有一定软性,当外模脱模后,它能随意拉出,如狮子、龙等动物或菩萨、卡通人物。批量不大时,用此方法。
玻璃钢雕塑石蜡膜
石蜡膜用于数量不多或者线型复杂、不易脱模的产品。比如,要制造一个整体式弯管,包括90°弯管,可用两个弯头哈夫作母模,在内90°腔注满石蜡后,脱去哈夫母模后,将石蜡模芯稍加修整,然后在外壁包覆玻璃钢,固化后加热,使石蜡熔化流出,即可得到一个整体的玻璃钢产品。
为了减少收缩变形,提高刚度,可在石蜡中加入5%左右的硬脂酸。制造方便,脱模容易,石蜡可反复利用。但精度不高。另一种用法:湿法卷管时,可将钢管浸到70~80℃熔化的石蜡中,提起来冷却后再浸,反复进行,直到所需厚度时,表面稍加修整,即可包覆玻璃钢,为防止石蜡开裂,可在蜡中加入少量黄油。也可在蜡的外面包覆一层薄的玻璃纸,以此作为模芯,玻璃钢固化后,加热钢管石蜡熔化即可脱模。
玻璃钢的优点
轻质高强
相对密度在1.5~2.0之间,只有碳钢的1/4~1/5,可是拉伸强度却接近,甚至超过碳素钢,而比强度可以与合金钢相比。因此,在航空、火箭、宇宙、高压容器以及在其他需要减轻自重的制品应用中,都具有成效。某些环氧FRP的拉伸、弯曲和压缩强度均能达到400Mpa以上。部分材料的密度、强度和比强度见表1-1。
耐腐蚀性能好
FRP是良好的耐腐材料,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。已应用到化工防腐的各个方面,正在取代碳钢、不锈钢、木材、有色金属等。
电性能好
是优良的绝缘材料,用来制造绝缘体。高频下仍能保护良好介电性。微波透过性良好,已广泛用于雷达天线罩。
热性能良好
FRP热导率低,室温下为1.25~1.67kJ/(m·h·K),只有金属的1/100~1/1000,是优良的绝热材料。在瞬时温情况下,是理想的热防护和耐烧蚀材料,能保护宇宙在2000℃以上承受高速气流的冲刷。
生产方法:
基本上分两大类,即湿法接触型和干法加压成型。如按工艺特点来分,有手糊成型、层压成型、RTM法、挤拉法、模压成型、缠绕成型等。手糊成型又包括手糊法、袋压法、喷射法、湿糊低压法和无模手糊法。
世界上使用多的成型方法有以下四种。①手糊法:主要使用国家有挪威、日本、英国、丹麦等。
②喷射法:主要使用国家有瑞典、美国、挪威等。
③模压法:主要使用国家有德国等。
④RTM法(树脂传递模塑):主要使用国家有欧美各国、日本。
还有:纤维缠绕成型法 拉挤成型法 和 热压灌成型法 等等
我国有90%以上的FRP产品是手糊法生产的,其他有模压法、缠绕法、层压法等。日本的手糊法仍占50%。从来看,手糊法仍占相当比重,说明它仍有生命力。手糊法的特点是用湿态树脂成型,设备简单,费用少,一次能糊10m以上的整体产品。缺点是机械化程度低,生产周期长,质量不稳定,我国从国外引进了挤拉、喷涂、缠绕等工艺设备,随着FRP工业的发展,新的工艺方法将会不断出现。
制作流程:
1、是裁料。一般所用工具是电剪刀,它可裁2mm以下的薄板,但裁出后平整程度不好。还有裁板机,厚板、薄板均可裁出,但只能裁直线,遇到弧线就无能为力了。要让不锈钢板料裁下既平整又多种形状的话,就要用等离子切割机了。等离子切割机能利用高等离子去切割用普通氧气切割法难以切割的金属。由于将电流和气体通入用水冷却的特种喷嘴内,造成强烈的压缩电弧而形成温度(一万度以上)等离子流,所以切割出来的不锈钢板料即整齐又不变形。注意,下料时手一定要稳,否则就会把料割坏。材料切割完毕后,就要根据作品所要求的形体进行刨制。不要让板面留有硬伤,以免在作品抛光后留下缺憾。
2、 是制作碳钢板雕塑、不锈钢板雕塑的一种方法。碳钢板、不锈钢板不拿到模具上实打实地去敲,而是根据石膏模型每个部分不同的形状把料下出,依照其起伏变化,进行有意识地敲打,该弯的地方敲弯,该棱的地方敲棱,可在任何有形的结实的物体上进行敲打,然后把敲好的不锈钢板拿到模具上去比较,认为形体正确并完全可以与模型合上,再把这些零散的碳钢板、不锈钢板从上至下一块块焊接起来,每接上一块都要对着模具进行调整,每块不锈钢板表面的肌理效果都要保持相同,这须在做形的同时锻制上去。也可以先把点锻好再下料。锻点时要用铁锤的圆头均匀地有规律地一排排锻上,宽窄距离、用力大小都要一致,不要知乱敲,否则会破坏雕塑的整体感。
3、 形体锻造正确后,就要依照作品要求把它们焊接到一起(有电焊和氩弧焊)。电焊要准备电焊机、焊把、焊条。由于焊接时产生高度的光,对眼睛有强刺激,所以要戴好防护罩,避免被强光打伤。用电焊焊接,不锈钢板遇热变形程度较大,因此要采取一些措施,如可行点焊或一边焊一边进行冷却等。氩弧焊接相对电焊就要一些,它是一种气保护电弧焊接法,用氩气保护连接处受电弧熔化的金属,避免空气中的氧和氮的有害作用。氩弧焊按所用电极材料不同,又可分为有熔化极氩弧焊和非熔化极弧焊或钨极氩弧焊,在不锈钢雕塑焊接中,常用钨极氩弧焊,可得到优良焊接质量。由于它不易导热,所以不锈钢变形较上。
4、 碳钢板、不锈钢抛光用砂轮片把制作作品的焊缝和多余的地方磨平,然后用软轮(布轮)进行抛制,抛光时作品涂上抛光膏增加润滑,使作品抛出来更光亮,从而给人一种良好的视觉美感。
5、 较大型的造型简易的不锈钢雕塑,也可不用焊接。可根据作品的形体比例直接做好钢筋骨架,用电钻在设计好的位置上打眼,把不锈钢板用铆钉固定在骨架上就可以了。这种方法要求骨架比例尺寸计算得非常准确,接缝要对的很准,否则就会产生差异,达不到预期的效果。












